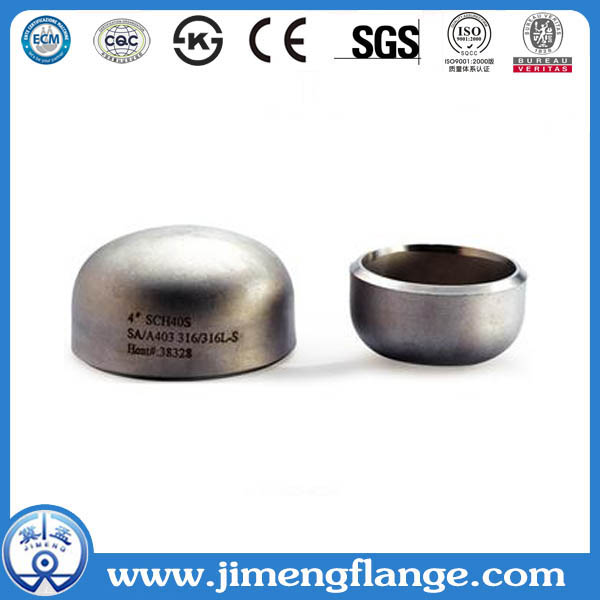
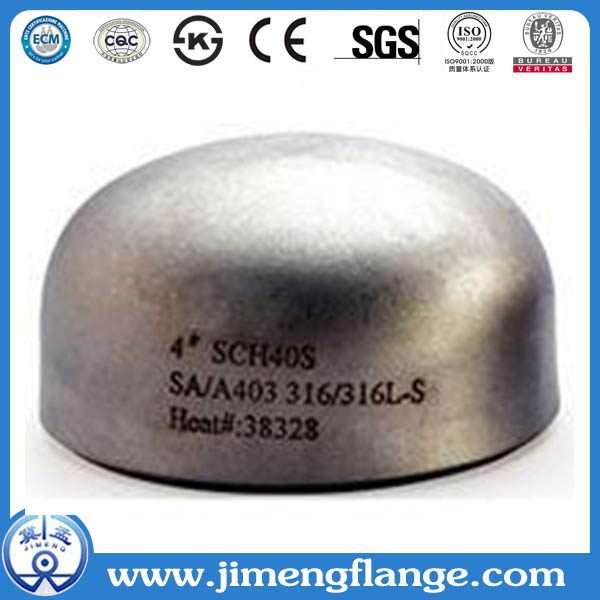
RVS eindkap wordt ook wel de stekker of hoofd. Doel: lassen op het einde van de pijp of geïnstalleerd buiten de pijp draad ter dekking van de muur schroefdraadpijpverbindingen. Dicht bij de lijn, hetzelfde als de stekker.
Pijp dop met inbegrip van convexe GLB, conische shell, variabele diameter sectie, het ontwerp van de Vlakzeil en draai.
Convexe tube caps omvatten: hemisferische buis GLB, ovale buis caps, schijf pijp GLB en QiuGuanXing cap. Vanuit het oogpunt van stress, convexe GLB in de geleidelijk uit hemisferische buis GLB is niet goed, maar kijk van de moeilijkheid van de productie, goede fabricage geleidelijk.
304 l roestvast staal: 304 316 316 l, 321, 2520, 310, 316, zoals materiaal.
Grootte: DN15-48 ")
Wanddikte: SCH5 - SCH160
Standaard: ASME DIN JIS BS GB/T, JB SH HG
TOEPASSINGEN: water, dranken, bier, voedsel, petrochemische, kernenergie, kunstmest, scheepsbouw, machines, medische apparatuur, waterdichte processing, pipeline, enz
Verpakking: verpakt in houten gevallen, kartons service: verstrekken van technisch advies, installatiehandleiding, enz
GLB-r disc, voorkomen samen te voegen, zullen verdunde en hoge stress.
Splice weld richting gevraagd zodat alleen is radiaal en ring. Na grote cap kan dit verzoek annuleren. Binddraad afstand eisen, voor meer dan 3 g, en niet minder dan 100 mm (lassen warmte getroffen zone zone voor hoge stress is, en in de chemische samenstelling van het gebied zullen een verlies. Om te voorkomen dat de hoge stress-gebied, het gebied en de dikte. Volgens de praktische ervaring, de stress demping length is groter dan 3 g, en niet minder dan 100 mm). Maar een koelinstallatie is moeilijk om te voldoen aan de eisen, heeft zijn bijzonderheid.
Thebutt lassen samen te voegen na de vorming van het hoofd, moet 100% stralen of ultrasoon onderzoek, de gekwalificeerde niveau met de apparatuur shell. Tot slot vormen de dezelfde lassen seam detectie niveau, schaal en apparatuur shell, hoge afval.
Voorbeeld: als de shell 20 is % testapparatuur, gekwalificeerd III. De rechte stiksels en definitieve weld, III in aanmerking komen, gelaste gezamenlijke coëfficiënt is 0,85;
Als de apparatuur shell 100% inspectie, II kwalificatie is. De rechte stiksels en definitieve lasnaad is onvoorwaardelijke, II lassen gezamenlijke coëfficiënt is 1
Dus rechte stiksels, hoewel 100% inspectie, gekwalificeerd niveau, samen met de behuizing.
Maar moet aandacht besteden aan het productieproces van het proces:
De juiste manier is: (lijn) - kleine plaat samen in een grote bord - molding - blanking niet-destructief onderzoek
Als het is verkeerd te doen testen voordat molding, niet garanderen is gekwalificeerd na vorming. Dat wil zeggen niet-destructief onderzoek verwijst naar het niet-destructieve testen.

Product Categorie : Stalen pijpfittingen > RVS Cap
 Manufacturers (
Manufacturers (






 Scan om te bezoeken
Scan om te bezoeken